
營")
新 求實(shí)合作")
閷W?所以專業(yè)")
新")
Pro-face人機(jī)界面在切片機(jī)中的應(yīng)用
http://www.ydsygx.cn凌控導(dǎo)讀:
在切片機(jī)PLC主控系統(tǒng)中,使用Pro-face人機(jī)界面代替?zhèn)鹘y(tǒng)中的按鈕,開關(guān)和指示燈;而且還可以與PLC進(jìn)行雙向數(shù)據(jù)交換,接受用戶的工作參數(shù)設(shè)置,同時(shí)監(jiān)視系統(tǒng)的運(yùn)行并顯示設(shè)備操作狀態(tài)的實(shí)時(shí)信息Pro-face
選用Pro-face系列AST-3401觸摸屏,7.5英寸,256色真彩顯示,可以與三菱Q02PLC通過RS232通訊,其畫面編輯軟件GP-Pro EX功能全面,大大加快了設(shè)備的研發(fā)周期Pro-face
1 引言
在切片機(jī)PLC主控系統(tǒng)中,使用Pro-face人機(jī)界面代替?zhèn)鹘y(tǒng)中的按鈕,開關(guān)和指示燈;而且還可以與PLC進(jìn)行雙向數(shù)據(jù)交換,接受用戶的工作參數(shù)設(shè)置,同時(shí)監(jiān)視系統(tǒng)的運(yùn)行并顯示設(shè)備操作狀態(tài)的實(shí)時(shí)信息人機(jī)界面
選用Pro-face系列AST-3401觸摸屏,7.5英寸,256色真彩顯示,可以與三菱Q02PLC通過RS232通訊,其畫面編輯軟件GP-Pro EX功能全面,大大加快了設(shè)備的研發(fā)周期人機(jī)界面
2 工藝流程
切片在整個(gè)LTCC(低溫共燒陶瓷Low temperature co-fired ceramic)多層基板制造流程中屬于首道工序,是繼流延之后,將生瓷帶卷切成所需尺寸大小的生瓷片的過程人機(jī)界面 切片具體工藝流程見圖1切片機(jī)
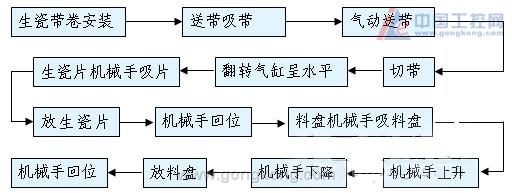
圖1 切片工藝流程圖
3 界面設(shè)計(jì)
通過界面設(shè)計(jì),使切片設(shè)備實(shí)現(xiàn)了人機(jī)交互功能,主要完成參數(shù)設(shè)置、切片的手動(dòng)/自動(dòng)運(yùn)行、狀態(tài)監(jiān)控、設(shè)備維護(hù)和報(bào)警信息顯示等功能切片機(jī)
3.1操作主屏
設(shè)備上電,各運(yùn)動(dòng)軸初始化,同時(shí)觸摸屏歡迎頁面顯示,2秒后進(jìn)入主界面即操作主屏(見圖2),這時(shí)用戶就可以進(jìn)行設(shè)備操作切片機(jī)
在操作主屏,可以通過功能鍵切換其它畫面屏,也可以進(jìn)行自動(dòng)切片操作。
按 “開始”,設(shè)備就按設(shè)定的切片數(shù)量進(jìn)行自動(dòng)切片,并顯示當(dāng)前切片數(shù)量。狀態(tài)信息是提示用戶當(dāng)前設(shè)備狀態(tài),包括初始化,待機(jī),手動(dòng)操作,自動(dòng)操作,料盤用完提示和切片數(shù)量完成等等,用戶可以根據(jù)提示信息進(jìn)行相應(yīng)的操作。

圖2 操作主屏
3.2 參數(shù)設(shè)置
在操作主屏按參數(shù)設(shè)定鍵,進(jìn)入?yún)?shù)設(shè)定屏,選擇切片尺寸,送料方向(逆時(shí)針或順時(shí)針),旋轉(zhuǎn)功能等參數(shù),如圖3所示。
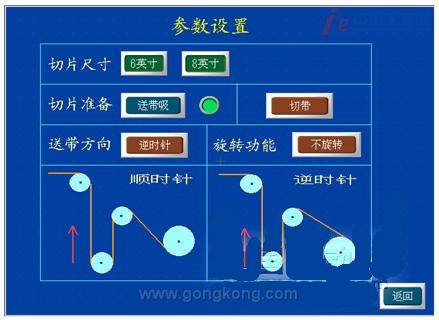
圖3 參數(shù)設(shè)定屏
3.3 手動(dòng)操作屏
送帶,切帶,壓帶,放生瓷片,放料盤,料盤旋轉(zhuǎn),手動(dòng)按一個(gè)鍵執(zhí)行一個(gè)操作,見圖4,還可以觸發(fā)小窗口畫面彈出和消隱,實(shí)現(xiàn)“料盤用完”提示后用戶下一步操作信息,更加人性化。
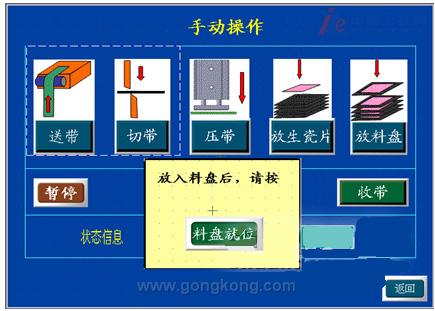
圖4 手動(dòng)操作屏
3.4設(shè)備調(diào)試屏
狀態(tài)監(jiān)控和設(shè)備維護(hù)屏都是做為設(shè)備調(diào)試用。

圖5 狀態(tài)監(jiān)控屏
進(jìn)入狀態(tài)監(jiān)控屏(見圖5),可以操作總氣路正壓和負(fù)壓開關(guān),對單個(gè)氣缸和單個(gè)負(fù)壓進(jìn)行調(diào)試確認(rèn),同時(shí)可以顯示氣缸狀態(tài)和負(fù)壓壓力。
進(jìn)入設(shè)備維護(hù)屏(見圖6),可以進(jìn)行單軸的點(diǎn)動(dòng)和回原點(diǎn)操作,同時(shí)可以定量顯示當(dāng)前位置。為了避免各運(yùn)動(dòng)軸干涉,對三個(gè)選擇項(xiàng)“生瓷片機(jī)械手”,“料盤機(jī)械手”和“料盤抬升”進(jìn)行互鎖。

圖6 設(shè)備維護(hù)屏
4 應(yīng)用技巧
4.1 D腳本編程
設(shè)備開機(jī)后,先出現(xiàn)歡迎頁面并顯示2秒后進(jìn)入主界面,使用了Proface特有的D腳本功能。
具體方法是:打開全局D腳本對話框,選擇定時(shí)器觸發(fā)方式,輸入定時(shí)時(shí)間,并在腳本表達(dá)式區(qū)輸入:[w:[#INTERNAL]LS0008]=2即可(2指的是主界面畫面號(hào)),具體操作見圖7。
4.2 系統(tǒng)區(qū)切換畫面功能
啟用系統(tǒng)區(qū)的切換畫面功能,然后在PLC主程序把報(bào)警畫面號(hào)賦值給系統(tǒng)區(qū)PLC地址D30,那么控制系統(tǒng)有報(bào)警信息就會(huì)自動(dòng)跳到報(bào)警信息屏,這就減輕了PLC實(shí)時(shí)監(jiān)視報(bào)警信息的負(fù)擔(dān),見圖8。
4.3 Memory Loader功能
使用Memory Loader功能,不使用PC僅使用USB存儲(chǔ)器來備份和傳輸工程數(shù)據(jù),大大方便了設(shè)計(jì)調(diào)試。

圖7 D腳本功能
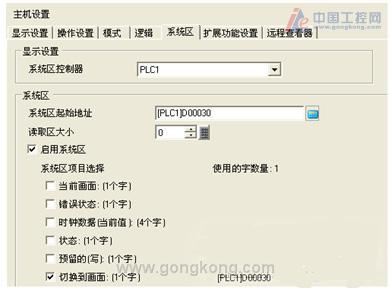
圖8 系統(tǒng)區(qū)切換畫面
5 結(jié)束語
切片機(jī)自投入現(xiàn)場以后運(yùn)行穩(wěn)定,而且用戶操作簡單,維護(hù)方便,已通過用戶專家組驗(yàn)收,并獲好評(píng),值得在人機(jī)界面場合推廣應(yīng)用。